



















































 Home /
Home / Optimization of Bottled Food Production Process Using Microwave Sterilization Technology
I. Process Flow
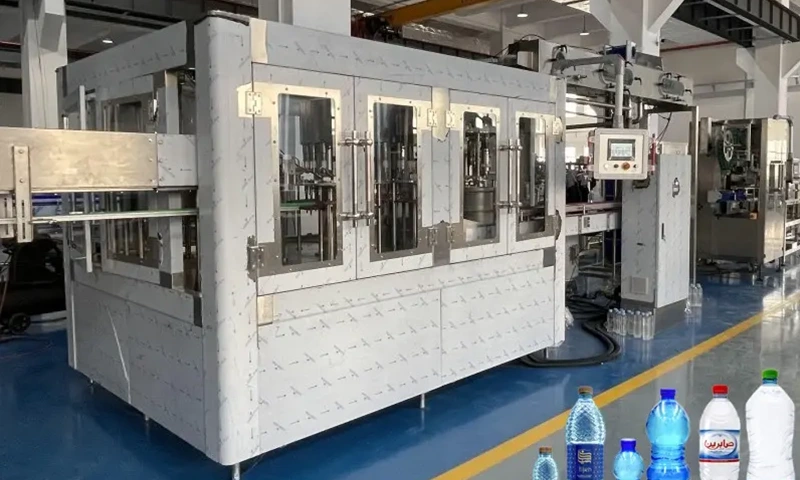
- Bottle Washing and Sorting Machine: Clean and sort bottles to ensure they meet hygiene requirements.
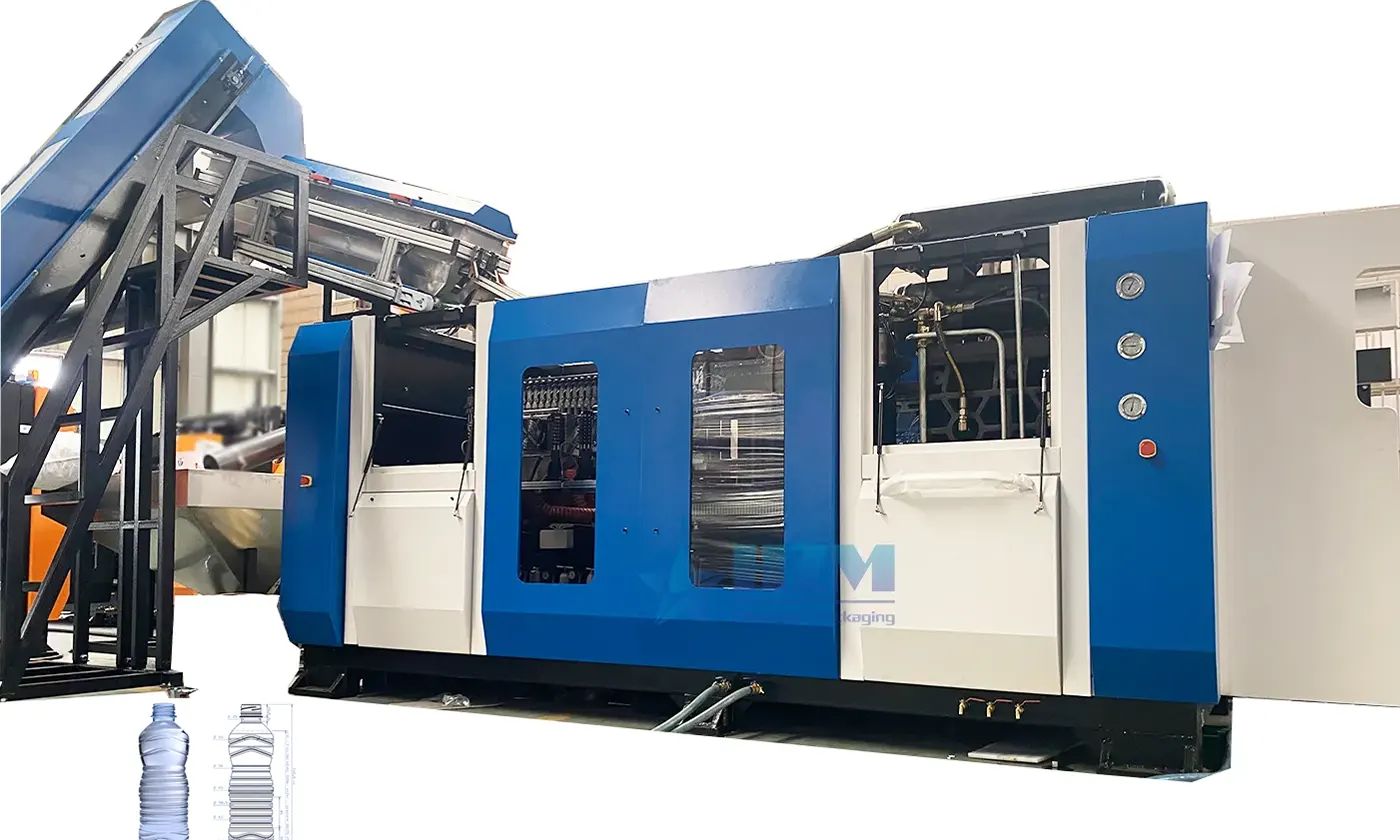
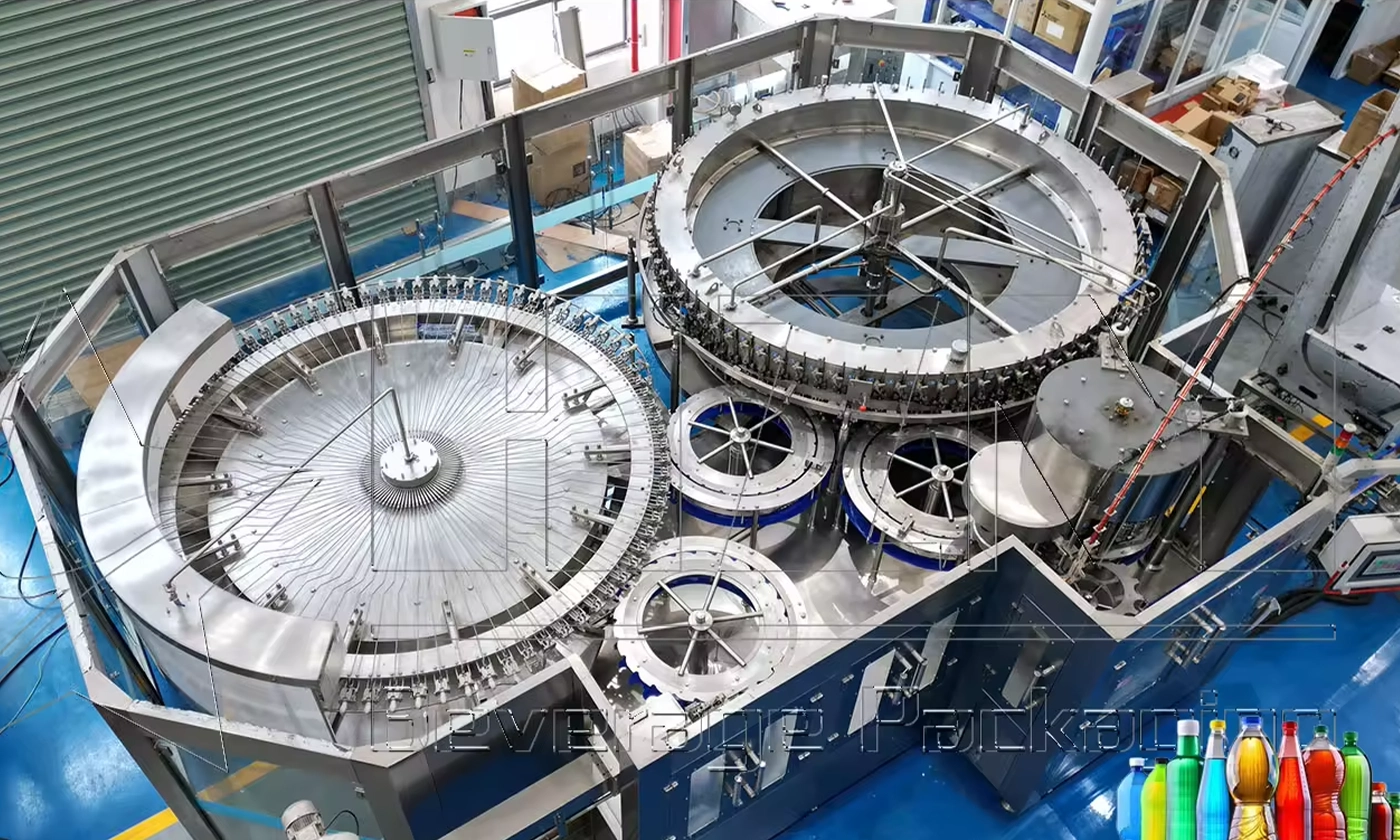
- Filling: Fill bottles with food materials and seal them.
- Microwave Sterilization: Utilize the penetration ability of microwaves to heat and sterilize bottled food from all directions.
- Capping and Sorting Machine: Tighten bottle caps to ensure sealing.
- Cleaning: Clean the bottle surface to remove residues.
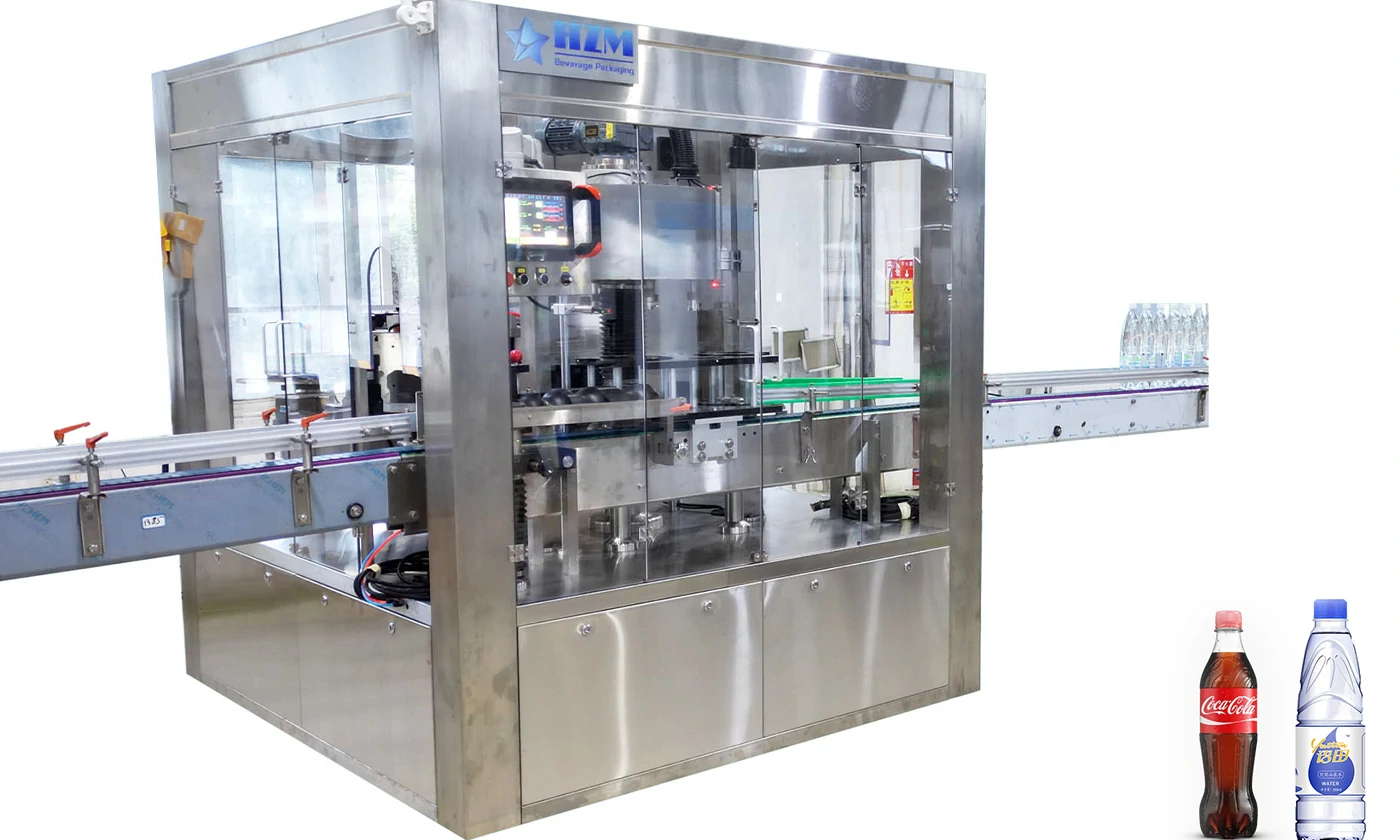
- Drying and Shrink-wrapping: Dry the bottle surface and wrap it with shrink film.
- Labeling and Packaging: Apply labels and pack the bottles.
II. Characteristics of Microwave Sterilization for Bottled Food
- Short Sterilization Time: Microwave sterilization is fast, generally taking only 6 minutes to kill E. coli and common microorganisms.
- Good Sterilization Effect: Microwaves can penetrate deep into bottled food, achieving uniform heating and sterilization inside and outside the product.
- Preservation and Freshness: Microwave sterilization effectively inhibits microbial growth, extending the shelf life of food.
- Minimal Nutrient Loss: Microwave sterilization has a short duration and low temperature, resulting in minimal damage to food nutrients.
- Safe and Convenient Operation: Microwave sterilization is simple to operate, easy to control, and safe.
III. Optimization Suggestions
- Process Flow:
- Add a pre-washing step before the bottle washing and sorting machine to improve cleaning efficiency.
- Integrate an online inspection step after filling to ensure filling volume and sealing integrity.
- Add a cooling step after microwave sterilization to prevent food from overcooking.
- Microwave Sterilization:
- Optimize microwave sterilization parameters based on different food characteristics to improve the sterilization effect.
- Adopt new microwave sterilization equipment to enhance sterilization efficiency and uniformity.
- Others:
- Strengthen the hygiene management of the production process to ensure food safety.
- Establish a sound quality control system to ensure product quality.
IV. Conclusion
Microwave sterilization technology for bottled food features short sterilization time, good sterilization effect, preservation and freshness, and minimal nutrient loss. It is an important part of the bottled food production process. By continuously optimizing the process flow and technical parameters, the quality and safety of bottled food can be further improved.
References
- Wang, S. M., Wang, J. L., & Xiao, H. J. (2019). Research on microwave sterilization technology of bottled food. Food Science, 40(24), 244-248.
- Chen, W., Xiao, H. J., & Wang, S. M. (2020). Application of microwave sterilization technology in bottled food. Food and Machinery, 30(1), 15-18.
Appendix
- Principle of Microwave Sterilization: Microwave is a kind of high-frequency electromagnetic wave with a wavelength between radio waves and infrared rays. When microwaves act on food, they cause the polar molecules in the food to vibrate, generating heat and achieving sterilization.
- Application Scope of Microwave Sterilization: Microwave sterilization technology has been widely applied in the sterilization of bottled food, bagged food, canned food, frozen food, and other food products.

Update:Feb, 22 /2024

Author:HZM Machinery

Pageviews:328

