


















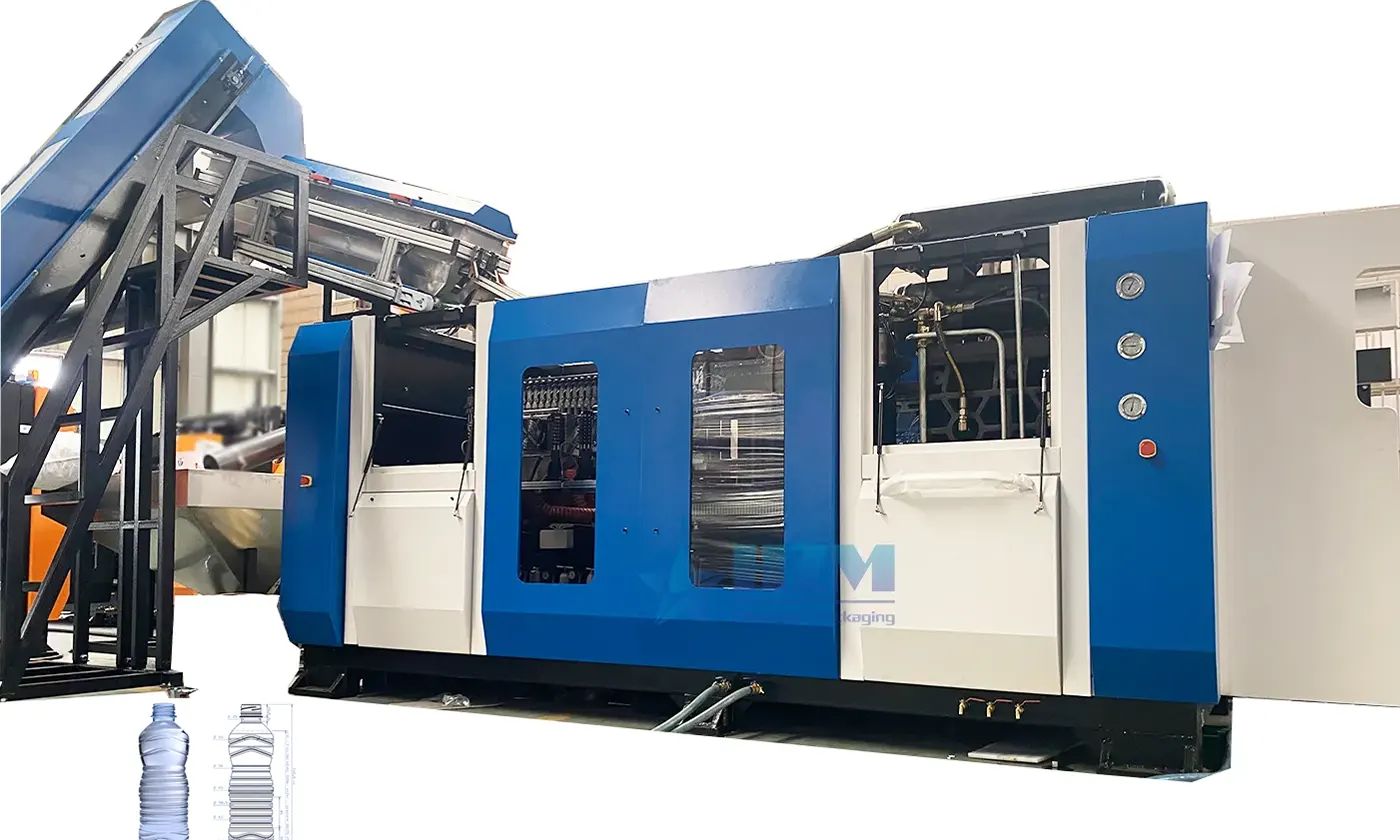






























Common quality failures and solutions for PET bottle blow molding machines

PET bottle blow molding machines are complex and require precise control of various parameters to produce high-quality bottles. Despite best efforts, quality failures can still occur. Here are some of the most common issues and potential solutions:
1) High AA Value:
- Quality issues with raw material performance → Conduct quality inspection of raw materials before entering the warehouse.
- Poor drying effect → Check the operation of the drying machine (e.g., dew point, drying temperature/time).
- Barrel heating temperature too high → Lower the temperature while ensuring quality.
- Screw back pressure too high → Set the back pressure to (400 to 600 Psi) while maintaining quality.
- Excessive cycle time → Optimize cycle time (avoid excessive residence time of raw materials in the screw).
2) Yellowing of Preform:
- Excessive drying time/temperature → Release over-dried raw materials and redry.
- Barrel temperature too high → Reduce the temperature (generally increase by 2 to 5℃ without producing white mist in preforms).
- Mold temperature too high → Reduce it to the appropriate temperature (275 to 280℃).
- Prolonged residence time of material in the screw → Empty high-temperature material from the barrel.
3) Excessive Wall Thickness Variation:
- Screw temperature too high → Adjust the screw temperature appropriately.
- Excessive screw back pressure → Adjust the screw back pressure to the appropriate level.
- Injection speed too fast → Moderately reduce injection speed (usually 3.5 to 4S).
- Mold cooling water temperature too high → Check cooling water temperature (9 to 11℃ ± 2℃).
- Short cooling time → Increase cooling time (generally set to 3 to 4S).
4) Surface Scratches (Body/Thread):
- Mold with adhesive residue → Clean the mold.
- Damaged mold → Replace damaged components or repair.
- Damaged ejection plate suction tube → Replace or repair the damaged suction tube.
- Excessive mold lip ejection position/pressure → Adjust to the appropriate state.
- Improper ejection plate position → Check the distance between the ejection plate suction tube and the mold lip (generally set to 22mm).
5) Excessive IV Drop:
6) Shrinkage Deformation:
- Short cooling time → Increase cooling time (set to 3-4S).
- Insufficient holding pressure time/pressure → Extend holding pressure time (set to a total of 6-8S for all stages); increase holding pressure (Stage 1: 800Psi, Stage 2: 700Psi, Stage 3: 600Psi).
- Mold cooling water temperature too high → Reduce water temperature (set to 9-11℃ ± 2℃).
- Low mold circulating water pressure → Increase water pressure (set to 6-7Kg).
7) Unmelted Material:
- Screw heating temperature too low → Increase the temperature appropriately.
- Screw slippage causing inability to shear the material → (This phenomenon generally occurs in the production of colored oil) Check if the colored oil has excessive oil content, replace the colored oil.
- Low screw back pressure → Increase screw back pressure.
- Low drying temperature → Check if the screw feed temperature meets the requirements (normal requirement is 160℃).
8) Missing Material at the Bottle Neck:
- Insufficient injection volume → Increase injection volume (remaining position after injection is generally 5-8mm).
- Low injection pressure → Increase injection pressure.
- Slow injection speed → Accelerate injection speed (optimal injection time is 3.5-4s).
- Holding pressure position too large → Reduce holding pressure position (injection pressure: 900-1200Psi).
- Holding pressure too small → Increase holding pressure.
- Mold cooling water temperature too low → Increase cooling water temperature (set to 8-10℃).
9) Long Nozzle, Elongated Nozzle:
- Poor raw material drying effect → Stop and redry.
- Hot runner valve needle cylinder blockage → Maintain the hot runner.
- Hot runner/nozzle temperature too high → Appropriately lower the temperature.
- Short holding pressure time → Extend holding pressure time.
- Holding pressure too small → Increase holding pressure.
- Short cooling time → Increase cooling time.
10) Stringing at the Nozzle:
- Hot runner nozzle unable to close or nozzle worn out → Maintain hot runner cylinder or replace with a new nozzle.
- Hot runner nozzle temperature too high → Reduce nozzle heating temperature.
- Delayed closing time of water mouth valve → Reduce the delay closing time of the water mouth valve.
- Valve needle control valve malfunction → Maintain the valve needle control valve.
11) Water and Air Traces:
- Mold cooling water temperature too low → Increase the mold circulating water temperature.
- High workshop environmental temperature or excessive humidity causing mold condensation → Lower the air conditioning temperature.
- Mold leakage → Investigate and eliminate the cause of mold leakage.
12) Bottom Crystallization:
- Low temperature of hot runner and nozzle → Increase the temperature of the nozzle and hot runner.
- Excessive holding pressure → Reduce the holding pressure of the third stage.
- Mold cooling water too low or too high → Check if the cooling water temperature is reasonable before adjusting.
- Blockage in the mold's cold water channel → Maintain the mold's water circulation channel.
13) White Haze on the Bottle Body:
- Insufficient raw material drying → Stop and redry the raw material.
- Screw heating temperature too low → Increase the screw heating temperature.
- Screw slippage → (Generally occurs in the production of colored oil preforms) Increase the barrel temperature.
- Low back pressure → Increase back pressure.
14) Black Spots/Contamination on Preform:
- Contaminated raw material or impurities present → Release materials with impurities (Material handling personnel should always check for contamination).
- Contamination during drying → Discard materials with quality issues during drying.
- High temperatures in barrel/heating channels/nozzle → Lower the temperature to an appropriate level.
- Poor cleanliness of production environment or equipment → Maintain cleanliness in the workshop and equipment.
- Contaminated preforms in the warehouse → Maintain cleanliness in the warehouse environment and ensure intact packaging.
TAG: Blow Molding Machine PET Bottle Blow Molding Machine
Bottled Water Production Line Equipment Prices And Parameters
Optimized Production Process for Plastic Extrusion Blow Molding Machine
Maintenance and Care Guidelines for Bottle Blowing Machine: 21 Tips
Delving into the Working Principles and Selection of Blow Molding Machines
From Manual to Automatic: Energy-Efficient PET Blow Molding for China
Blow Moulding machine Manufacturer Price



-
![2-in-1 Monoblock Edible Cooking Oil Filling and Capping Machine]()
2-in-1 Monoblock Edible Cooking Oil Filling and Capping Machine
-
![10L Water Filling Machine 1200BPH – Automatic Washing Filling Capping Machine]()
10L Water Filling Machine 1200BPH – Automatic Washing Filling Capping Machine
-
![3-in-1 PET Bottle Filling Machine , Mono-block filling machine]()
3-in-1 PET Bottle Filling Machine , Mono-block filling machine
-
![Beverage Packaging Machine for Juice, Soft Drinks, Carbonated Drinks, and Energy Drink]()
Beverage Packaging Machine for Juice, Soft Drinks, Carbonated Drinks, and Energy Drink
-
![Glass Bottle CSD & Water Drinks Filling Machine]()
Glass Bottle CSD & Water Drinks Filling Machine